




 |
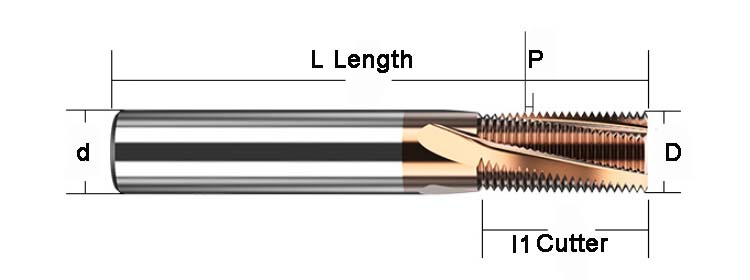
Μύλος φρεζαρίσματος με κλωστή 25mm Ολόκληρα δόντια από καρβίδιο
Λεπτομέρειες:
| Τόπος καταγωγής: | Κίνα |
| Μάρκα: | BWIN |
| Αριθμό μοντέλου: | M12x1,75-D9,8x30x75 |
Πληρωμής & Αποστολής Όροι:
| Ποσότητα παραγγελίας min: | 1 τεμ/Κουτί |
|---|---|
| Τιμή: | negotiable |
| Συσκευασία λεπτομέρειες: | Πλαστικό κουτί |
| Χρόνος παράδοσης: | 7 εργάσιμες |
| Όροι πληρωμής: | T/T, Western Union |
| Δυνατότητα προσφοράς: | 1-10000 τμχ 7 ημέρες |
|
Λεπτομερής ενημέρωση |
|||
| Ονομασία προϊόντος: | Μύλος με σπειρώματα καρβιδίου 25mm | Μοντέλο: | 3flut Spiral Threading Endmill |
|---|---|---|---|
| Υλικό: | Φρέζα Ευρετήριο Καρβιδίου Βολφραμίου | Αντικείμενο εργασίας: | Χυτοσίδηρος/Ατσάλι/Ανοξείδωτο/Αλουμίνιο |
| Χρήση: | άλεσμα | Επένδυση: | TiAICN |
| Γωνία δοντιού: | 55°, 60° | χαρακτηριστικό: | Υψηλή αντοχή δοντιών κοπής |
| Εφαρμογή: | Φρέζα | Πακέτο: | 1 τεμ/Κουτί |
| Επισημαίνω: | Μύλος με σπειρώματα 25 mm,Μύλος με άκρο καρβιδίου 25 mm,Ολόκληρα δόντια μύλος καρβιδίου |
||
Περιγραφή προϊόντων
Μύλος φρεζαρίσματος με σπείρωμα M12x1.75-D9.8x30x75 TiAICN με επίστρωση πλήρους δοντιού από καρβίδιο
Γρήγορη λεπτομέρεια:
- Υψηλή σκληρότητα
- Υψηλή ακρίβεια
- Καλή αντοχή στη φθορά
- Καλό φινίρισμα
- Ισχυρή αντοχή στους κραδασμούς
- Μακροζωία
Περιγραφή:
- Σε σύγκριση με την παραδοσιακή μέθοδο επεξεργασίας νήματος, το φρεζάρισμα με νήματα έχει μεγάλα πλεονεκτήματα στην ακρίβεια και την αποτελεσματικότητα επεξεργασίας και δεν περιορίζεται από τη δομή του νήματος και την κατεύθυνση του νήματος.Για παράδειγμα, ένας φρέζας με νήματα μπορεί να επεξεργαστεί μια ποικιλία εσωτερικών και εξωτερικών νημάτων με διαφορετικές κατευθύνσεις περιστροφής.Για τα νήματα που δεν επιτρέπουν μια δομή διασταύρωσης ή υποκοπής, είναι δύσκολο να επεξεργαστούν με παραδοσιακές μεθόδους τόρνευσης ή να χτυπήσουν και να καλέσουν, αλλά είναι πολύ εύκολο να επιτευχθεί με φρέζα CNC.Επιπλέον, η αντοχή του φρεζαρίσματος κλωστών είναι πάνω από δεκαπλάσια ή και δεκάδες φορές μεγαλύτερη από αυτή της βρύσης.Επιπλέον, είναι πολύ βολικό να ρυθμίσετε τη διάμετρο του σπειρώματος στη διαδικασία άλεσης νήματος NC, κάτι που είναι δύσκολο να γίνει με τη βρύση και τη μήτρα.
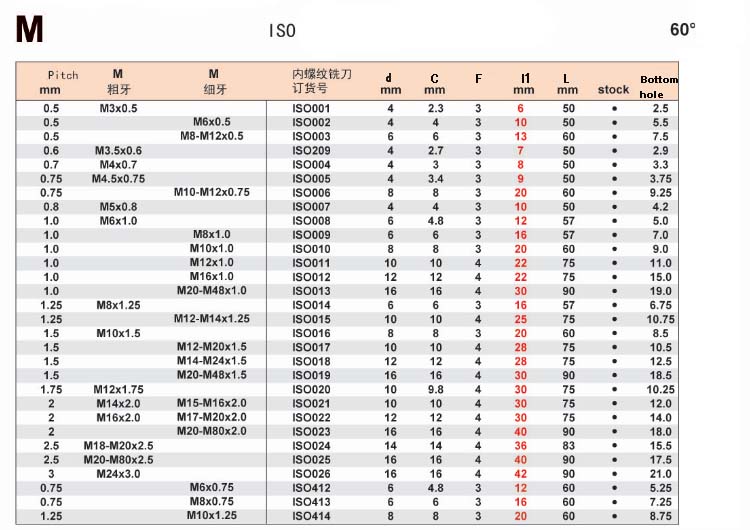
Προδιαγραφές:
|
Βαθμός αντικειμένου
|
HRC45
(YG10X )
|
HRC55
(YL10.2 & WF25)
|
HRC60
(Γερμανία K44 & K40)
|
HRC65
(Sandvik H10F)
|
|
Λεπτομέριες
|
Μέγεθος κόκκου 0,7um
Co10% Δύναμη κάμψης 3320N/mm2 |
Μέγεθος κόκκου 0,6um
Co10% Αντοχή σε κάμψη 4000N/mm2 |
Μέγεθος κόκκου 0,5 μ
Co12% Δύναμη κάμψης 4300N/mm2 |
Μέγεθος κόκκου 0,5 μ
Co10% Αντοχή σε κάμψη 4300N/mm2 |
|
Ταξινόμηση και πλεονέκτημα επίστρωσης
|
|||||
|
Είδος
|
Τύπος επίστρωσης
|
AlTin
|
TiAlN
|
TiSiN
|
Naco
|
|
Χαρακτηριστικό γνώρισμα
|
Σκληρότητα (HV)
|
3300
|
2800
|
4300
|
42 (ΣΔΣ)
|
|
Πάχος (UM)
|
2,5-3
|
2,5-3
|
3
|
3
|
|
|
Θερμοκρασία οξείδωσης (°C)
|
900
|
800
|
1000
|
1200
|
|
|
Συντελεστής τριβής
|
0,35
|
0.3
|
0,25
|
0.4
|
|
|
Χρώμα
|
Μαύρος
|
Μπρούντζος
|
Χάλκινο και χρυσό
|
Μπλε
|
|
|
Πλεονεκτήματα
|
Υψηλή θερμική σταθερότητα
|
Κανονικά κόβει
|
Κατάλληλο για βαριά κοπή και κοπή υψηλής σκληρότητας
|
Για κοπή υψηλής ακρίβειας
|
|
|
Κατάλληλο για ξηρή κοπή υψηλής ταχύτητας
|
Κατάλληλο για κοπή χάλυβα καλουπιού, ανοξείδωτο
ατσάλι |
Κατάλληλο για κοπή υψηλής σκληρότητας, επεξεργασία χάλυβα καλουπιού
|
|||
|
Καταλληλότερο για εργαλεία κοπής καρβιδίου, ένθετο τόρνευσης
|
|
|
|||
Ειδοποίηση:
- Χειριστείτε με προσοχή για να αποφύγετε ζημιές από κρούση.
- Η φόρτωση και η εκφόρτωση του φρεζαρίσματος θα πρέπει να προστατεύεται με ένα πανί για να αποφευχθεί ο τραυματισμός των χεριών ή η ζημιά στην άκρη του κοπτικού από πτώση
- Κατά τη διάρκεια του φρεζαρίσματος, ο φρέζας πρέπει να είναι πλήρως διαχωρισμένος από το αντικείμενο εργασίας πριν από την εκκίνηση του μηχανήματος για να αποφευχθεί η καταστροφή του κόφτη λόγω πρόσκρουσης στο αντικείμενο εργασίας
- Όσο μικρότερη είναι η απόσταση μεταξύ της άκρης του φρέζα και της μπομπίνας, τόσο καλύτερα θα μειωθούν οι κραδασμοί του φρέζα.Το μήκος του κόφτη δεν πρέπει να είναι πολύ μεγάλο
- Επιλέξτε το σωστό και κατάλληλο τερματικό φρέζα για να αλέσετε το αντικείμενο εργασίας και επιλέξτε την ταχύτητα κοπής και τροφοδοσία ανάλογα με το υλικό του αντικειμένου εργασίας
- Όταν τα δεδομένα κοπής είναι ασαφή, ο ρυθμός τροφοδοσίας (ρυθμός τροφοδοσίας) θα μειωθεί για δοκιμή και στη συνέχεια τα δεδομένα επεξεργασίας θα διορθωθούν σταδιακά για να επιτευχθεί το ιδανικό αποτέλεσμα παραγωγής.Μην κάνετε γρήγορες προόδους για να προκαλέσετε ζημιά ή τραυματισμό στον φρέζα.
Εφαρμογές:
Προσκληρυμένος χάλυβας, ανοξείδωτος χάλυβας, χάλυβας μήτρας, πλάκα χάλυβα, ανθεκτικός στη θερμότητα χάλυβας, σωλήνας, χαλκός και αλουμίνιο, χυτοσίδηρος, μη σιδηρούχα μέταλλα, ξύλο, πλαστικό, FRP και ούτω καθεξής.Λειτουργία γενικής χρήσης αυλάκωση, σχισμή, διαμόρφωση προφίλ.
![]()
FAQ
1. Φθορά πλευρών;Υψηλότερη αντίσταση κοπής, φθορά εγκοπής στην πλευρά, κακή τραχύτητα επιφάνειας ή αλλοίωση της ακρίβειας.
Μαλακοί βαθμοί, Υπερβολική ταχύτητα κοπής, Μικρή γωνία πλευρών, Χαμηλή τροφοδοσία.
Επιλέξτε υψηλότερη, ανθεκτική στη φθορά βαθμό, Μειώστε την ταχύτητα κοπής, Αύξηση γωνίας πλευράς, Αύξηση τροφοδοσίας.
2. Φθορά κρατήρα;Ανεξέλεγκτο τσιπ, κακή ποιότητα επιφάνειας, κατά το φινίρισμα Ανθρακούχο χάλυβα επεξεργασίας υψηλής ταχύτητας
Μαλακές ποιότητες, Υπερβολική ταχύτητα κοπής, Υπερβολική τροφοδοσία, Ανεπαρκής αντοχή του διακόπτη τσιπ.
Αλλαγή σε βαθμό μεγαλύτερης αντοχής στη φθορά, Μειώστε την ταχύτητα κοπής, Μειώστε την τροφοδοσία, Επιλέξτε έναν διακόπτη τσιπ μεγαλύτερης αντοχής.
3. Τσιπάρισμα;Ξαφνικό κάταγμα της κοπτικής ακμής (όψη και πλευρά με τσουγκράνα), Αστάθεια διάρκεια ζωής
Ανεπαρκής σκληρότητα, Υπερβολικός ρυθμός τροφοδοσίας, Ανεπαρκής η αντοχή της αιχμής, Αστάθεια του εργαλείου.
Επιλέξτε πιο σκληρό βαθμό, Μειώστε τον ρυθμό τροφοδοσίας, Αύξηση λείανσης της κοπτικής ακμής (λοξοτομή έως στρογγυλοποίηση), Αυξήστε τη σταθερότητα και τη γωνία ρύθμισης
4. Κάταγμα εισαγωγής;Η αντίσταση κοπής αυξήθηκε Κακή τραχύτητα επιφάνειας.
Ανεπαρκής σκληρότητα, Υπερβολικός ρυθμός τροφοδοσίας, Ανεπαρκής η αντοχή της αιχμής, Αστάθεια του εργαλείου.
Επιλέξτε πιο σκληρό βαθμό, Μειώστε τον ρυθμό τροφοδοσίας, Αύξηση λείανσης της κοπτικής ακμής (λοξοτομή έως στρογγυλοποίηση), Αυξήστε τη σταθερότητα και τη γωνία ρύθμισης.
5. Πλαστική Παραμόρφωση;Παραλλαγή διάστασης Φθορά μύτης, κουρτίνα αιχμής ή παθητικοποίηση. κατά την επεξεργασία κραματοποιημένου χάλυβα Κακή τραχύτητα επιφάνειας
Μαλακός βαθμός, Υπερβολική ταχύτητα κοπής, Υπερβολικό βάθος κοπής και ρυθμός τροφοδοσίας, Υπερθέρμανση στην αιχμή.
Επιλέξτε υλικό κοπής υψηλότερης σκληρότητας κόκκινου χρώματος, Μειώστε την ταχύτητα κοπής, Μειώστε το βάθος κοπής και τον ρυθμό τροφοδοσίας, επιλέξτε ένα υλικό κοπής υψηλότερης θερμικής αγωγιμότητας (CVD+επαρκές ψυκτικό υγρό).
6. Build-Up-Edge;Το τεμάχιο εργασίας διαλύεται με αιχμή κοπής Κακή τραχύτητα επιφάνειας κατά το φινίρισμα, Αυξημένη αντίσταση κοπής, Κοπή μαλακών υλικών.
Πολύ χαμηλή ταχύτητα κοπής, αμβλεία αιχμή αιχμής, ακατάλληλο υλικό εργαλείου.Αυξήστε την ταχύτητα κοπής, Αυξήστε τη γωνία κλίσης, Επιλέξτε μικρή δύναμη κολλήματος.
Θέλετε να μάθετε περισσότερες λεπτομέρειες σχετικά με αυτό το προϊόν